|
产品价格: 3622
发布企业:河北威岳机械有限公司
联系方式: 15350773479 15350773479
更新时间:2024-3-14 台湾省 210.61.207.*
本信息网址:
|
五金配件|
五金模具|
水处理设备|
输电设备及原料|
手动工具|
食品饮料加工设备|
皮革加工设备|
农业机械|
模具|
机床|
换热、制冷设备|
工业胶带|
工具包、工具箱|
服装加工设备|
阀门相关|
锻件|
电热设备|
电动工具成套设备|
刀具、夹具|
弹簧|
传送带|
除尘设备|
齿轮|
泵阀|
包装相关设备|
包装成型机械|
没有找到合适的供应信息? 您还可以立即发布求购信息
免责声明:所展示的信息由会员自行提供,内容的真实性、准确性和合法性由发布会员负责,对此不承担任何责任。不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
友情提醒:本网站仅作为用户寻找交易对象,就货物和服务的交易进行协商,以及获取各类与贸易相关的服务信息的平台。为避免产生购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量。过低的价格、夸张的描述、私人银行账户等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈,对于任何付款行为请您慎重抉择!
 Avtron埃福创M6C-4S8HX51W003磁式防爆编码
Avtron埃福创M6C-4S8HX51W003磁式防爆编码
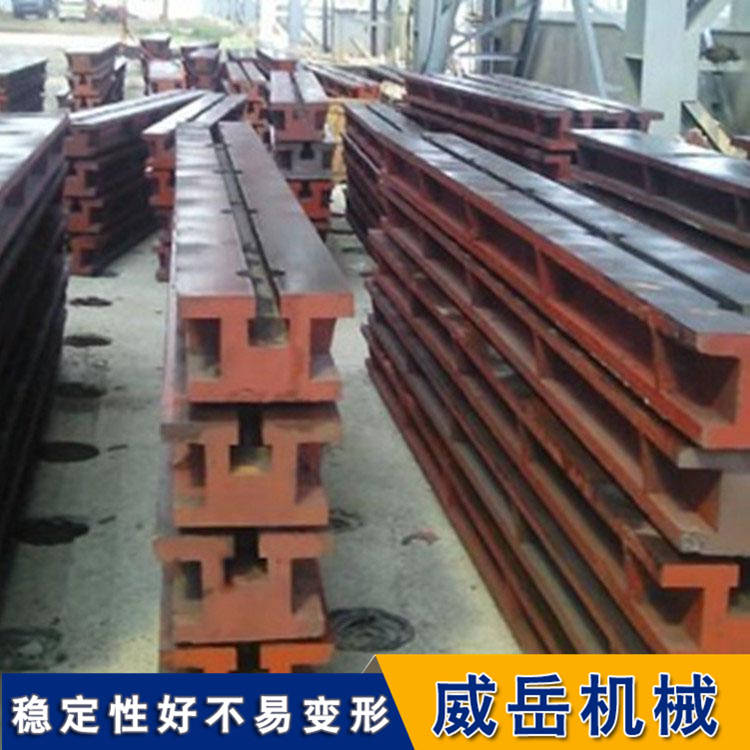
 T型槽地轨开槽T型槽导轨防震地轨威岳支持定制
铸铁T型槽地轨双槽导轨基础槽铁拼接条形机床导轨
T型槽地轨开槽T型槽导轨防震地轨威岳支持定制
铸铁T型槽地轨双槽导轨基础槽铁拼接条形机床导轨
 河北生产供应t型槽地轨地梁车床t型
河北生产供应t型槽地轨地梁车床t型
 Deublin高压旋转接头
Deublin高压旋转接头
 意大利ELECTROADDA电机
意大利ELECTROADDA电机
 泰安学校迎金电动悬浮门的信息化
泰安学校迎金电动悬浮门的信息化
 山东三喜云浮水枪阵设计施工价格低廉
山东三喜云浮水枪阵设计施工价格低廉
 三喜诸暨市水幕秋千设计施工公司型号齐全
三喜诸暨市水幕秋千设计施工公司型号齐全
 山东三喜盐城水幕水帘设计施工价格低廉
山东三喜盐城水幕水帘设计施工价格低廉
 山东三喜滁州脚踢式台球设计施工公司型号齐全
山东三喜滁州脚踢式台球设计施工公司型号齐全
 山东三喜敦化市喊泉设计施工公司型号齐全
山东三喜敦化市喊泉设计施工公司型号齐全
 您好, 欢迎访问快马发信息网站 !
您好, 欢迎访问快马发信息网站 !
 厂家定制铸铁地轨T型槽地轨地槽铁
厂家定制铸铁地轨T型槽地轨地槽铁
 铸铁T型槽地轨
铸铁T型槽地轨
 铸铁T型槽地轨拼接条形平台上海地轨平台
铸铁T型槽地轨拼接条形平台上海地轨平台
 铸铁地轨、T型槽地轨厂家-河北威岳基础槽铁安装
铸铁地轨、T型槽地轨厂家-河北威岳基础槽铁安装
 铸铁地轨、地梁、T型槽地轨-河北威岳地轨厂家
铸铁地轨、地梁、T型槽地轨-河北威岳地轨厂家
 铸铁地轨厂家加工安装方便快捷、节省安装时间
铸铁地轨厂家加工安装方便快捷、节省安装时间
 公网安备 02000400号
公网安备 02000400号